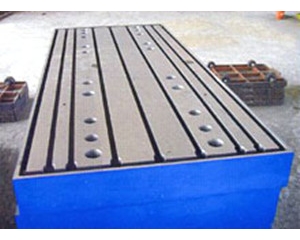
铸铁T型槽平板选型标准
铸铁T型槽平板是工业装配、检测、划线和焊接等工序中的基础基准平台,其选型直接影响设备安装精度、工件固定可靠性及使用寿命。错误选型可能导致台面变形、精度漂移、夹具松动等问题,进而引发返工甚至安全事故
1. 材质选型
强度要求:优先选用HT300/HT350强度灰铸铁或QT600球墨铸铁,这些材质经过双重时效处理,残余应力去除率≥95%,适合重型装配平台长期重载需求。
耐磨抗锈:台面需经防腐涂层与槽口淬火处理(硬度≥45),增强耐磨抗锈蚀能力。
2. 槽型规格
轻载场景:槽宽16-22mm,槽深20-26mm,槽间距80-150mm,适配小型零件装配与检测平台。
中载场景:槽宽22-28mm,槽深26-33mm,槽间距150-200mm,匹配常规设备装配与工装定点。
重载场景:槽宽28-36mm,槽深33-45mm,槽间距200-400mm,满足重型装配平台钢结构焊接与大型设备安装需求。
3. 精度等级:00级/0级:适配检测与量具校准。 1级:适合设备装配与工装定点,是高精度装配平台主流选择。 2级:用于车间周转与基础划线,性价比更高。
4. 平面度要求
AA级:适用于高度精密之测定,常用于实验室。 A级:适用于工具检验室作精密量具之检验。 B级:适用于工具检验室或在现场检验量具或划线。
5. 表面质量
工作面要求:工作面不得有严重影响外观和使用的砂孔、气孔、裂纹、缩松、划痕、碰伤、锈点等缺陷。
硬度要求:工作面硬度应达到170-220HB。
表面粗糙度:对于采用刮削加工的3级T型槽平台工作面,其表面粗糙度Ra的最大允许值为5um。
6. 选型避坑
拒绝低价陷阱:低于市场价产品多为回收铸铁或未做时效处理,后期易变形。
材质达标:确保材质符合要求,参数适配,精度匹配,以避免因选型不当导致的生产损失。

亚晟机械 冀ICP备20011573号-4
